HL®卡多次切割功能操作与接线说明
- 加工路线指定
HL®多次切割的加工路线可在TOWEDM自动编程中处理,也可在开始加工时才作出指定。前一种方法的操作请参照《Towedm线切割编程系统用户指南》的4.1节,后一种方法适用于对普通的3B文件进行多次切割,下面是后一种方法的具体操作和说明:
进入加工菜单、调入3B文件后,按F1键从起始段到终点段进行加工,系统提示:
“Multiple重复加工次数:”,输入次数须大于2,否则作普通单次切割处理,如在TOWEDM中已作多次加工处理,按回车即可;
“End len(mm or =seg)终段长(=段):”,输入最后一刀的预留长度(单位:mm),在输入数字前加“=”号,则表示预留的指令段数;
“End cut 1 time?终段1次?Y/N”,如输入Y,预留段一次割完;如输入N,按前面输入的加工次数对预留段作多次切割,在对预留段作多次切割前,系统会暂停,以便用户将工件已割部分固定好。
“Offset,,,补偿值,,,:”,输入多次切割的各次补偿值(单位:mm),以“,”分隔,该系列补偿值可在“重复加工参数表”(图一)中预先输入。如预留段选择了一次割完,会要求输入比切割次数多一个的补偿值。
这里输入的补偿值是产生3B程序时所输入的补偿值的叠加,但与“加工参数设置”(第4页)中的“Offset补偿值”无关。
对于锥度加工的多次切割,只需在加工开始前在“加工参数设置”中设置好“Gradian锥度”参数,然后在加工开始时按上述步骤输入加工次数等参数即可。
- 多次切割参数
- 进入HL®主画面,将光标移到“Multi参数1”,按回车键,或直接按M键,进入重复加工参数表(图一)。(对于2号副卡,对应菜单项为“multI参数2”、按I键直接进入)。
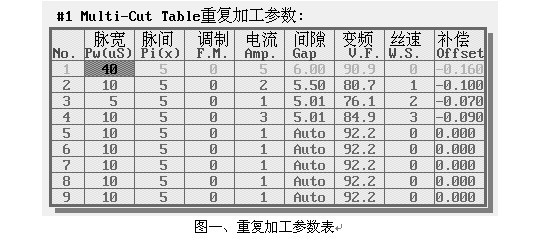
- 图一所示为HL®主卡的重复加工参数表,其中第1列为行号,共有9行参数。当多次切割加工走到转刀的一点时,系统输出控制指令,使加工参数自动转入下一行,这个过程会停顿四秒,使丝筒转速、高频脉冲、高频电流、变频跟踪等作好变化,才开始下一刀以不同的参数切割。开始加工后,首先转到第一行参数,正在加工的参数行以红色显示。3B文件中有一些含有“R D”的行,其作用是让程序输出控制指令。
- 参数说明:
第2列参数“脉宽Pw”:脉冲宽度,单位为微秒,取值范围2 ~ 200微秒;
第3列“脉间Pi”:脉冲间隔,单位为脉冲宽度的倍数,如脉宽为10微秒,脉间为5,则脉冲间隔等于50微秒,取值范围2 ~ 15;
第4列“调制F.M.”:分组脉冲设定,0:无,1 ~ 5:分组脉冲宽度分别为1 ~ 5微秒;
第5列“电流Amp.”:高频电流强度(参看第五节),取值范围1 ~ 15;
第6列“间隙Gap”:跟踪间隙(电压),即钼丝与工件的放电距离。一般以5V适中,当加工电流较大时,应调大于5V,当修光时,可调小于5V,能提高光洁度。
第7列“变频V.F.”:变频跟踪变量。
第8列“丝速W.S.”:丝筒转速端子设置(参看第六节),取值范围0 ~ 7;
第9列“补偿Offset”:每一刀的补偿值(单位:mm),取值范围+1.000 ~ -1.000,也可在加工开始时修改或输入。
参数的设置和修改:按上下左右箭头键选择要修改的项,按“+”、“-”键进行调节。按“ESC”退出。
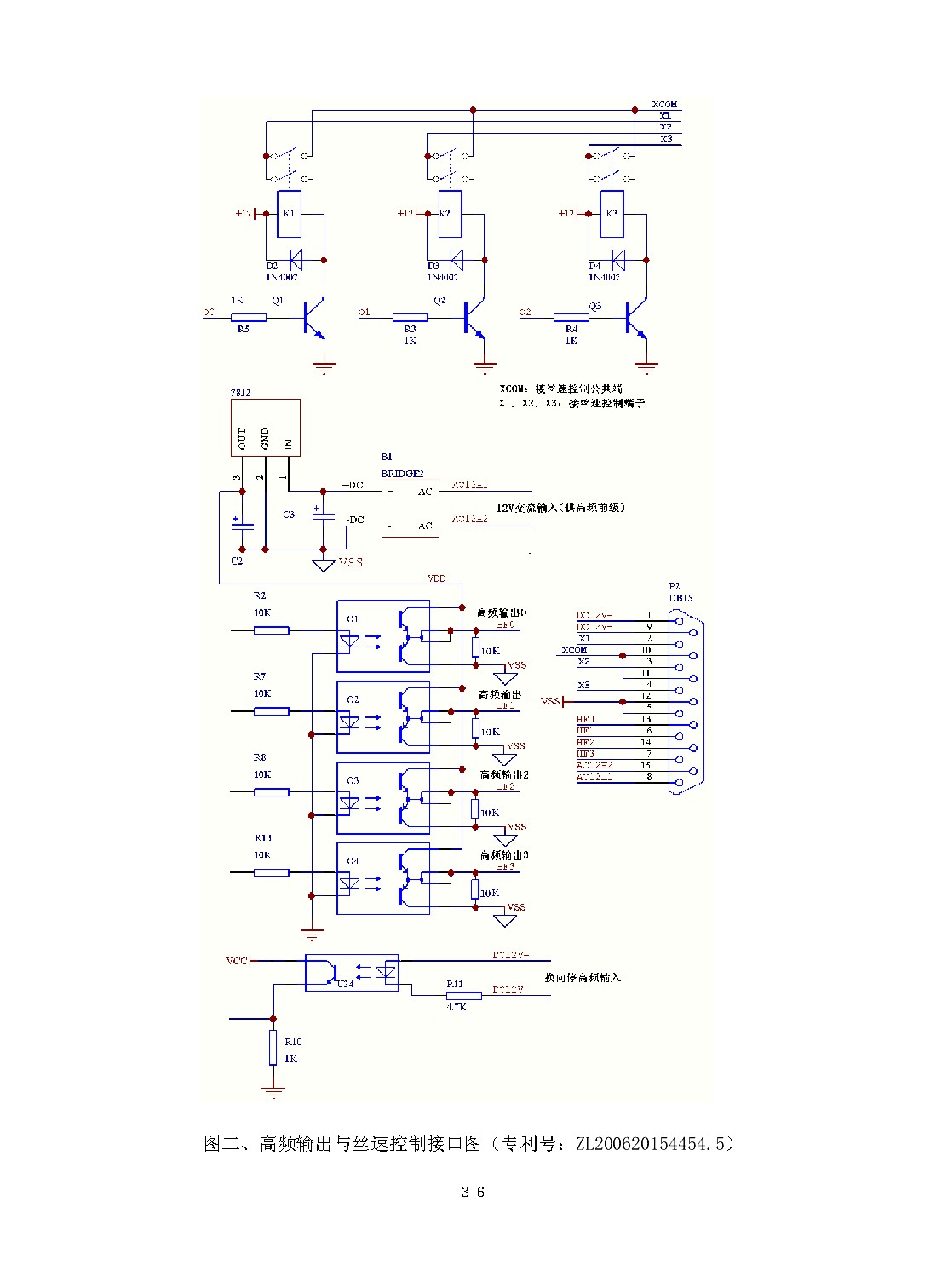
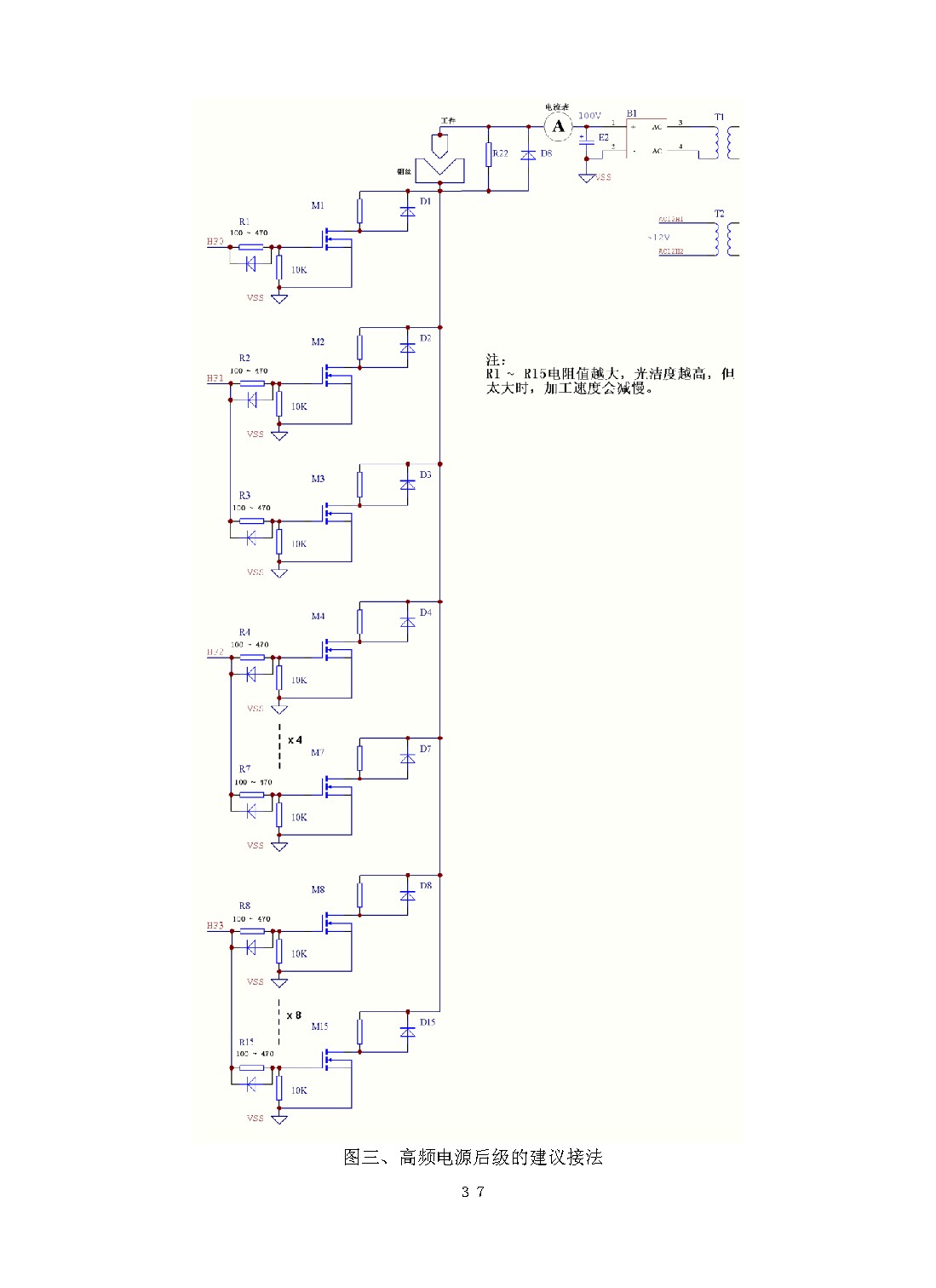
- 如图二所示,高频脉冲信号由HF0、HF1、HF2、HF3输出,高频电流强度是控制这四路输出的有无(参看表一)。用户只要将HF0接1个功率场效应管、HF1接2个功率场效应管、HF2接4个功率场效应管、HF3接8个功率场效应管,通过调节“电流Amp.”参数,可使高频电流强度分为1-15挡,如图三所示,使用了15个功率场效应管。用户也可自行选择功率管的个数,如HF0、HF1各接1个,HF2、HF3各接3个,共8个功率场效应管。
[注意1]:HF0、HF1、HF2、HF3以及AC12H1、AC12H2必须使用屏蔽线,屏蔽线的一端连接到电脑外壳(即15芯接头的金属壳),而另一端不要有任何连接。
[注意2]:AC12H1、AC12H2是为高频信号提供~12V交流工作电源,必须由独立的变压器提供,或从高频变压器抽头提供。必须保证有~12V的电压值,可测量U23(7812)的输出有没有12V直流,否则,场效应功率管的栅极电压会不够而导致高频工作不正常。
[注意3]:DC12V+、DC12V-是用于换向停高频,当这两脚之间有一个12V直流电压输入时,高频开启,无电压时,高频关闭(即HF0、HF1、HF2、HF3均无高频信号输出)。可将步进驱动电源电压经换向停高频触点接入。
表一、高频脉冲信号输出:
|
电流Amp. |
HF3 |
HF2 |
HF1 |
HF0 |
|
1 |
无(0) |
无(0) |
无(0) |
有(1) |
|
2 |
无(0) |
无(0) |
有(1) |
无(0) |
|
3 |
无(0) |
无(0) |
有(1) |
有(1) |
|
4 |
无(0) |
有(1) |
无(0) |
无(0) |
|
5 |
无(0) |
有(1) |
无(0) |
有(1) |
|
6 |
无(0) |
有(1) |
有(1) |
无(0) |
|
7 |
无(0) |
有(1) |
有(1) |
有(1) |
|
8 |
有(1) |
无(0) |
无(0) |
无(0) |
|
9 |
有(1) |
无(0) |
无(0) |
有(1) |
|
10 |
有(1) |
无(0) |
有(1) |
无(0) |
|
11 |
有(1) |
无(0) |
有(1) |
有(1) |
|
12 |
有(1) |
有(1) |
无(0) |
无(0) |
|
13 |
有(1) |
有(1) |
无(0) |
有(1) |
|
14 |
有(1) |
有(1) |
有(1) |
无(0) |
|
15 |
有(1) |
有(1) |
有(1) |
有(1) |
- 丝速控制(WS):X1、X2、X3和XCOM分别连接到“变频器”的控制端子。本电路通过控制X1、X2、X3与XCOM的接通来改变储丝筒的转速,输出编码如下表:
表二、WS控制输出编码:
|
丝速W.S. |
X3端子 |
X2端子 |
X1端子 |
|
0 |
0 |
0 |
0 |
|
1 |
0 |
0 |
1 |
|
2 |
0 |
1 |
0 |
|
3 |
0 |
1 |
1 |
|
4 |
1 |
0 |
0 |
|
5 |
1 |
0 |
1 |
|
6 |
1 |
1 |
0 |
|
7 |
1 |
1 |
1 |
其中:0 – 表示端子与XCOM公共端断开。
1 – 表示端子与XCOM公共端连通。
用户必须预先设置“变频器”的速度,以对应于每一档的“丝速W.S.”数值。如预置X1接通XCOM为50Hz,X2接通XCOM为30Hz,X1和X2同时接通XCOM为20Hz,等等。
[注]:用户也可以利用X1、X2、X3和XCOM端子,连接自己开发的译码电路,用于高频信的产生,储丝筒转速的改变等。
- 多次切割经验参数(只供参考):
本例切割10x10方柱,使用0.18钼丝,材料:铬-12,厚度:25mm。
以0.18钼丝计,补偿间隙一般可选:第1刀0.16 ~0.17mm,第2刀0.1mm,第3刀0.07mm,最后一刀0.09mm。
预留段(即“切割留空”或“终段长度”)一般可选1 ~2mm。
- 方法一:按普通编程方法产生3B程序,进入加工菜单、调入该3B文件。按F1两次;提示“Multiple重复加工次数:”时输入3;提示“End len(mm or =seg)终段长(=段):”时输入2(单位:mm);提示“End cut 1 time?终段1次?Y/N”时输入N(预留段作3次切割);这时系统提示“Offset,,,补偿值,,,:0.16, 0.1, 0.07”,按回车,多次加工开始。
方法二:编三次切割程序(参看“加工路线”,《Towedm线切割编程系统用户指南》4.1节):、
第一次给出补偿间隙,输入0.16;提示“重复切割”,选Yes;提示“切割留空”,输入2(单位:mm)。再按提示输入第2刀补偿间隙0.1;提示“重复切割”,选Yes;再按提示输入第3刀补偿间隙0.07;提示“重复切割”,不切第4刀了,选No;再提示“最后一刀补偿间隙”,这是切去“切割留空”那2mm的间隙补偿量,输入0.09。至此,系统自动产生3次切割的3B代码,存盘并退回HL加工画面。
退回HL加工画面后,调入上述已存盘3B文件,按F1两次开始多次加工。
- 按“M”键调出“重复加工参数表”,表中前4行分别为第1 ~ 3刀以及最后一刀(切去“切割留空”)的加工参数。对于本例,各参数选择如下:
|
|
脉宽Pw |
脉间Pi |
调制F.M. |
电流Amp. |
丝速W.S. |
变频V.F. |
补偿Offset |
|
1 |
40~80微秒 |
5~7倍 |
0 |
约5A |
50~60Hz |
90.9 |
0.16 |
|
2 |
10微秒左右 |
5~7倍 |
0 |
约1.5A |
30~35Hz |
80.7 |
0.1 |
|
3 |
3 ~5微秒 |
5~8倍 |
0 |
0.6 – 1A |
20~25Hz |
76.1 |
0.07 |
|
4 |
10微秒左右 |
5~7倍 |
0 |
2A |
40~50Hz |
84.9 |
0.09 |
[注]:“电流Amp.”是指图三的电流表所显示的值。“丝速W.S.”是指“变频器”面板所显示的频率。